





ให้คำปรึกษาด้านผลิตภัณฑ์
ที่อยู่อีเมลของคุณจะไม่ถูกเผยแพร่ ช่องที่ต้องกรอกถูกทำเครื่องหมายไว้ *


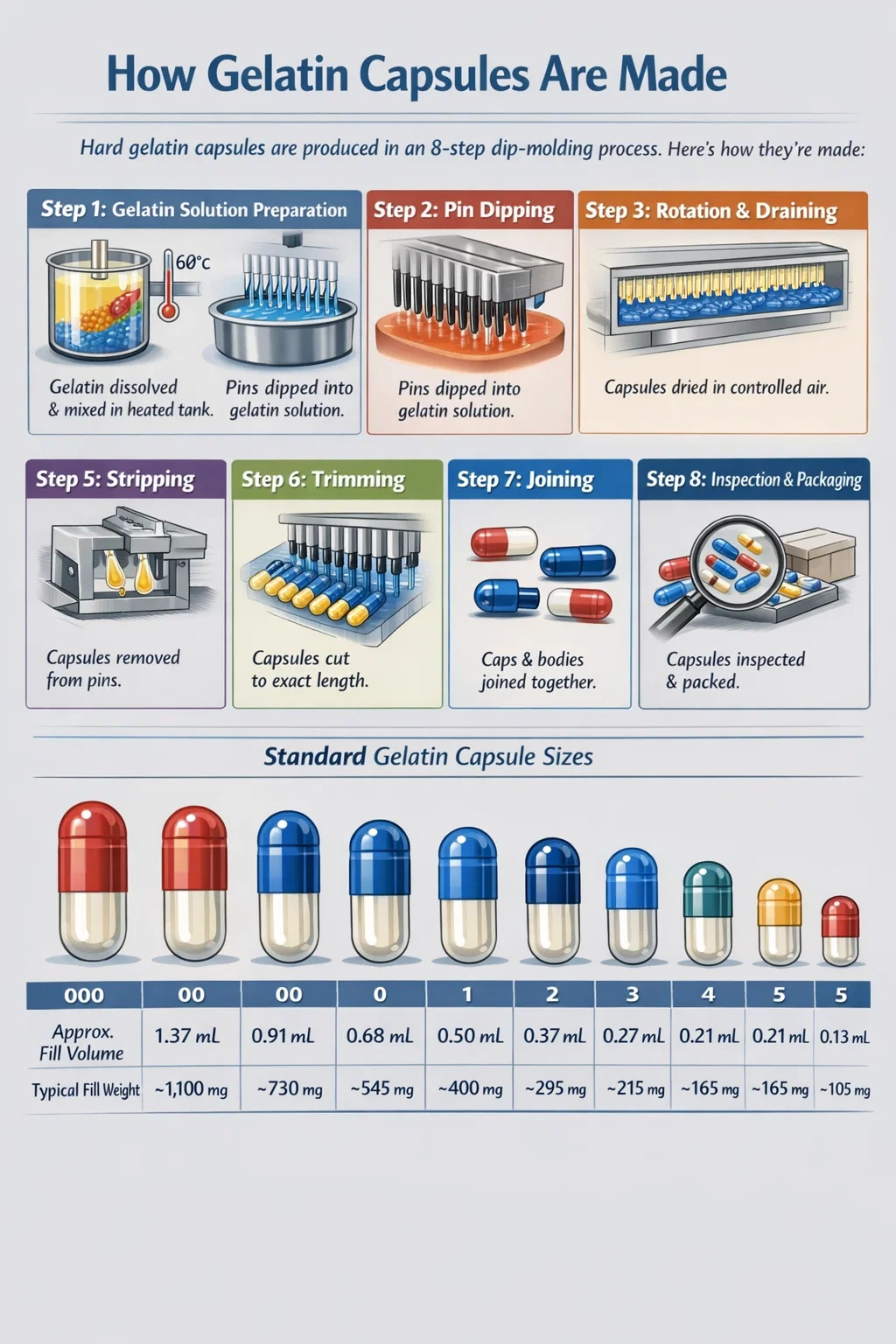
แคปซูล - โดยเฉพาะแคปซูลเจลาติน - ผลิตผ่านกระบวนการขึ้นรูปแบบจุ่ม ซึ่งหมุดสแตนเลสที่ออกแบบอย่างแม่นยำจะถูกจุ่มลงในสารละลายเจลาตินที่ควบคุมอุณหภูมิ จากนั้นนำออก ตากแห้ง ลอกออก ตัดแต่ง และต่อเข้าด้วยกันเพื่อสร้างเป็นเปลือกสำเร็จรูป กระบวนการนี้ใช้กับ แคปซูลเจลาตินแข็ง (HGC) ซึ่งคิดเป็นประมาณ 70–75% ของแคปซูลทั้งหมดที่ผลิตทั่วโลก แคปซูลเจลาตินแบบอ่อน (ซอฟเจล) ใช้วิธีการห่อหุ้มด้วยแม่พิมพ์แบบหมุนที่แตกต่างกัน โดยที่เปลือกและวัสดุเติมจะเกิดขึ้นพร้อมกัน
โดยทั่วไปจะใช้เวลาวงจรการผลิตแคปซูลเจลาตินแข็งทั้งหมด ตั้งแต่การจุ่มพินไปจนถึงเปลือกที่เสร็จแล้ว 45 ถึง 50 นาทีต่อรอบแบทช์ บนสายการผลิตอัตโนมัติที่ทันสมัย ด้วยเครื่องจักรการผลิตเพียงเครื่องเดียวที่สามารถผลิตเปลือกแคปซูลได้มากกว่า 1 ล้านเปลือกต่อชั่วโมง การทำความเข้าใจกระบวนการนี้ถือเป็นสิ่งสำคัญสำหรับผู้ผลิตยา แบรนด์อาหารเสริม ร้านขายยาผสม และใครก็ตามที่จัดหาหรือประเมินวัสดุแคปซูล
แคปซูลเจลาตินคือเปลือกที่ทำจากเจลาตินเป็นหลัก ซึ่งเป็นโปรตีนที่ได้มาจากการไฮโดรไลซิสบางส่วนของคอลลาเจนที่มาจากกระดูกสัตว์ หนัง และเนื้อเยื่อเกี่ยวพัน ซึ่งส่วนใหญ่มาจากวัวหรือหมู เปลือกจะละลายในน้ำย่อยภายใน 3 ถึง 10 นาที ปล่อยสารออกสู่ระบบย่อยอาหารได้อย่างมีประสิทธิภาพ
แคปซูลเจลาตินครองตลาดยาและอาหารเสริมด้วยเหตุผลหลายประการ:
แคปซูลเจลาตินหลักสองประเภทมีอยู่ในการผลิตเชิงพาณิชย์: แคปซูลเจลาตินแข็งและแคปซูลเจลาตินอ่อน กระบวนการผลิตโดยพื้นฐานแล้วแตกต่างกัน และการใช้งานก็สะท้อนถึงความแตกต่างเหล่านั้น
ก่อนที่จะตรวจสอบกระบวนการผลิต จำเป็นต้องทำความเข้าใจวัสดุอินพุตที่กำหนดคุณภาพเปลือก ประสิทธิภาพการละลาย และการปฏิบัติตามกฎระเบียบโดยตรง
เจลาตินเกรดเภสัชกรรมที่ใช้ในการผลิตแคปซูลต้องเป็นไปตามข้อกำหนดที่ระบุไว้ในเภสัชตำรับของสหรัฐอเมริกา (USP), เภสัชตำรับของยุโรป (Ph. Eur.) และเภสัชตำรับของญี่ปุ่น (JP) พารามิเตอร์คุณภาพที่สำคัญได้แก่:
เปลือกเจลาตินบริสุทธิ์จะเปราะเกินไปสำหรับการใช้งานจริง มีการเพิ่มพลาสติไซเซอร์เพื่อเพิ่มความยืดหยุ่น สำหรับแคปซูลแข็ง ปริมาณพลาสติไซเซอร์จะถูกเก็บไว้ให้น้อยที่สุด (ต่ำกว่า 1–2%) สำหรับแคปซูลเจลาตินแบบอ่อน ความเข้มข้นของพลาสติไซเซอร์จะสูงกว่ามาก — โดยทั่วไป 20–30% ของสูตรเปลือก . พลาสติไซเซอร์ที่พบมากที่สุดคือกลีเซอรีน โดยมีซอร์บิทอลใช้ในการใช้งานที่ไวต่อความชื้น
ไทเทเนียมไดออกไซด์ถูกใช้เป็นตัวทำให้ทึบแสงเพื่อป้องกันการเสื่อมสลายของแสงของวัสดุเติมที่ไวต่อแสง สารแต่งสีที่ได้รับการรับรอง (สีย้อม FD&C, เหล็กออกไซด์, เม็ดสีธรรมชาติ เช่น แอนนาตโตหรือคาร์มีน) จะรวมอยู่ในสารละลายเจลาตินก่อนนำไปจุ่ม เปลือกแคปซูลเดี่ยวอาจมี 0.01% ถึง 2% โดยน้ำหนัก ไทเทเนียมไดออกไซด์ ขึ้นอยู่กับระดับความทึบที่ต้องการ
น้ำบริสุทธิ์ (ตรงตามมาตรฐาน USP หรือ Ph. Eur.) เป็นตัวทำละลายหลักสำหรับการละลายเจลาติน สารละลายเจลาตินที่ใช้ในการจุ่มโดยทั่วไปประกอบด้วย ของแข็งเจลาติน 30–40% w/w ละลายในน้ำ คงที่อุณหภูมิ 50–60°C เพื่อให้สารละลายมีความหนืดที่เหมาะสมสำหรับการจุ่ม
ผู้ผลิตบางรายเติมสารกันบูดต้านจุลชีพที่มีความเข้มข้นต่ำ เช่น ซัลเฟอร์ไดออกไซด์ (SO₂) ลงในมวลเจลาตินเพื่อป้องกันการปนเปื้อนของจุลินทรีย์ในระหว่างกระบวนการผลิต โดยทั่วไประดับที่อนุญาตในเจลาตินสำเร็จรูปจะไม่เกิน 50 มก./กก ต่อปริญญาเอก Eur ข้อกำหนด
การผลิตเปลือกแคปซูลเจลาตินแข็งเป็นไปตามลำดับขั้นตอนที่มีการควบคุมอย่างเข้มงวด แต่ละขั้นตอนจะเกิดขึ้นภายในส่วนเฉพาะของเครื่องทำแคปซูลอัตโนมัติ (เช่น ที่ผลิตโดย Capsugel, ACG หรือ Qualicap) นี่คือรายละเอียดโดยละเอียดของแต่ละขั้นตอน:
เม็ดเจลาตินเกรดเภสัชกรรมจะถูกชั่งน้ำหนักและละลายในน้ำบริสุทธิ์โดยใช้ภาชนะผสมแบบมีปลอกหุ้มซึ่งมีระบบทำความร้อนแบบควบคุม วิธีแก้ปัญหาก็นำมาสู่ 60–70°ซ กวนอย่างต่อเนื่องเป็นเวลา 2-4 ชั่วโมงจนเป็นเนื้อเดียวกันทั้งหมด สารแต่งสี สารทำให้ทึบแสง และสารปรุงแต่งใดๆ จะถูกเติมในระหว่างขั้นตอนนี้ สารละลายสุดท้ายจะถูกกำจัดแก๊สภายใต้สุญญากาศเพื่อขจัดฟองอากาศที่อาจสร้างรูเข็มในเปลือกที่เสร็จแล้ว จากนั้นสารละลายจะถูกถ่ายโอนไปยังถังพักซึ่งมีการรักษาอุณหภูมิไว้ 50–55°ซ เพื่อป้องกันการเกิดเจลก่อนวัยโดยยังคงรักษาความหนืดที่ถูกต้องสำหรับการจุ่ม
แกนหลักของการผลิตแคปซูลแข็งคือกระบวนการขึ้นรูปแบบจุ่ม หมุดสแตนเลสหรือทองเหลือง — ผลิตด้วยเครื่องจักรอย่างแม่นยำตามขนาดแคปซูลแต่ละขนาด (ขนาด 000 ถึงขนาด 5 โดยมีปริมาตรเท่ากันตั้งแต่ 1.37 มล. จนถึง 0.13 มล.) — จัดเรียงอยู่ในแท่งที่แต่ละอันมีหมุดหลายร้อยหมุด พินบาร์เหล่านี้ได้รับการทำความสะอาด ตรวจสอบ และหล่อลื่นล่วงหน้าด้วยสารช่วยถอด (โดยทั่วไปคือสารหล่อลื่นของแม่พิมพ์ที่มีเซทริไมด์หรือสารที่คล้ายกัน) เพื่ออำนวยความสะดวกในการถอดแคปซูล
จากนั้นพินบาร์จะถูกจุ่มลงในสารละลายเจลาตินที่ควบคุมอุณหภูมิ ถังจุ่มได้รับการดูแลที่ 45–50°ซ เพื่อให้แน่ใจว่าเจลาตินเคลือบหมุดอย่างสม่ำเสมอ หมุดตัวเครื่องและหมุดฝาครอบจุ่มแยกกัน เนื่องจากมีขนาดแตกต่างกันเล็กน้อย - ฝาปิดมีเส้นผ่านศูนย์กลางใหญ่กว่าเล็กน้อยเพื่อให้ตัวเครื่องเลื่อนเข้าไปด้านในและล็อคระหว่างการต่อได้ ความลึกของการจุ่มและความเร็วในการดึงออกได้รับการควบคุมอย่างแม่นยำเพื่อให้ได้ความหนาของผนังเปลือกที่สม่ำเสมอ 0.09 ถึง 0.12 มม .
ทันทีหลังจากการจุ่ม แท่งพินจะกลับด้านและหมุนอย่างช้าๆ การหมุนนี้ทำให้แน่ใจได้ถึงการกระจายตัวของฟิล์มเจลาตินบนพื้นผิวหมุดทั้งหมด ป้องกันการรวมตัวกันที่ส่วนปลาย ในระหว่างขั้นตอนนี้ เจลาตินส่วนเกินจะระบายกลับเข้าไปในถังจุ่ม ช่วยลดการสิ้นเปลืองวัสดุ
หมุดที่เคลือบจะผ่านชุดเตาเผาแห้งซึ่งมีอากาศปรับอุณหภูมิและความชื้นที่ควบคุมได้อย่างแม่นยำถูกส่งไปยังฟิล์มเจลาติน โดยทั่วไปมีสภาวะการทำให้แห้ง 20–25°C โดยคงความชื้นสัมพัทธ์ไว้ระหว่าง 30–45% . การอบแห้งเร็วเกินไปทำให้เกิดการแตกร้าว การอบแห้งไม่เพียงพอจะทำให้เปลือกนิ่มและเหนียว อุโมงค์อบแห้งบนเครื่องอัตโนมัติที่ทันสมัยอาจเป็นได้ ความยาวใช้งานจริง 30 ถึง 50 เมตร โดยมีโซนอุณหภูมิและความชื้นหลายโซน เพื่อให้แห้งอย่างค่อยเป็นค่อยไปและสม่ำเสมอ โดยทั่วไปขั้นตอนนี้จะใช้เวลา 30–40 นาที ของเวลาที่อยู่อาศัยของอุโมงค์ทั้งหมด
เมื่อแห้งจนได้ปริมาณความชื้นที่ถูกต้องแล้ว (โดยทั่วไป 13–16% น้ำหนัก/น้ำหนัก ในขั้นตอนนี้) เปลือกเจลาตินกึ่งแข็งจะถูกดึงออกจากหมุดโดยใช้ขากรรไกรลอกยางเพื่อจับและดึงเปลือกออกโดยไม่บิดเบี้ยว นี่เป็นขั้นตอนสำคัญ — ความผิดปกติของพื้นผิวพินหรือการหล่อลื่นที่ไม่เพียงพอจะทำให้เกิดการฉีกขาดหรือการบิดเบี้ยว ณ จุดนี้
เปลือกที่ปอกออกมีปลายเปิดไม่เท่ากัน (ปลายที่อยู่ปลายหมุด) มีดโรตารีที่มีความแม่นยำจะเล็มแต่ละเปลือกตามความยาวที่ระบุ แคปซูลเจลาตินแข็งและความยาวลำตัวมีการกำหนดไว้เป็นมาตรฐาน เช่น แคปซูลขนาด 0 มีความยาวลำตัวเป็น 18.0 มม และความยาวหมวกของ 11.7 มม (ขนาดมาตรฐานโดยประมาณ ข้อมูลจำเพาะที่แน่นอนแตกต่างกันไปตามผู้ผลิต) โดยทั่วไปความแม่นยำในการตัดจะอยู่ที่ ±0.3 มม.
ตัวเครื่องและฝาครอบที่เล็มแล้วจะถูกป้อนเข้าไปในส่วนที่ต่อกันซึ่งมีการล็อกไว้ล่วงหน้า: ตัวเครื่องเลื่อนเข้าไปในฝาปิดไปยังตำแหน่งล็อคล่วงหน้า โดยยึดเข้าด้วยกันเป็นเปลือกว่างระหว่างการจัดการและการเติม แคปซูลที่ล็อคไว้ล่วงหน้าสามารถแยกออกจากกันได้อย่างง่ายดายด้วยเครื่องบรรจุเพื่อบรรจุ จากนั้นจึงปิดให้สนิทหลังจากการเติมเสร็จสมบูรณ์ กลไกการต่อใช้ไกด์และผู้ติดตามลูกเบี้ยวเพื่อดันตัวเครื่องเข้าไปในฝาครอบด้วยความลึกที่ควบคุมได้
เปลือกแคปซูลเจลาตินเปล่าที่เสร็จแล้วจะผ่านระบบตรวจสอบอัตโนมัติที่ติดตั้งกล้องและเซ็นเซอร์ที่ตรวจจับข้อบกพร่องที่มองเห็นได้ เช่น รูเข็ม ผนังสองชั้น รอยแยก รอยบุบ และความไม่สอดคล้องกันของสี อัตราการปฏิเสธบรรทัดสมัยใหม่ที่ได้รับการดูแลอย่างดีโดยทั่วไปจะอยู่ที่ด้านล่างนี้ 0.5% . เปลือกหอยที่ยอมรับจะบรรจุจำนวนมากในถุงโพลีภายในกล่องกระดาษแข็ง และจัดเก็บในสภาวะที่มีการควบคุม 15–25°C และ 35–65% RH เพื่อรักษาความสมบูรณ์ของเปลือกในระหว่างอายุการเก็บรักษา (โดยทั่วไปคือ 3-5 ปี)
แคปซูลเจลาตินชนิดแข็งผลิตขึ้นในขนาดมาตรฐาน ซึ่งแต่ละแคปซูลสอดคล้องกับปริมาณการบรรจุที่กำหนดไว้ การเลือกขนาดที่ถูกต้องถือเป็นการตัดสินใจเรื่องการกำหนดสูตรที่สำคัญ
| ขนาดแคปซูล | ปริมาณการเติมโดยประมาณ (มล.) | น้ำหนักเติมโดยทั่วไป (มก.) ที่ความหนาแน่น 0.8 ก./มล | การใช้งานทั่วไป |
|---|---|---|---|
| 000 | 1.37 | ~1,100 | สัตวแพทยศาสตร์ขนาดสูง, โภชนเภสัช |
| 00 | 0.91 | ~730 | น้ำมันปลาสารสกัดจากสมุนไพร |
| 0 | 0.68 | ~545 | ขนาดอาหารเสริม OTC ที่พบบ่อยที่สุด |
| 1 | 0.50 | ~400 | ผลิตภัณฑ์ยา Rx |
| 2 | 0.37 | ~295 | สูตรขนาดปานกลาง |
| 3 | 0.27 | ~215 | API ที่มีศักยภาพ สูตรสำหรับเด็ก |
| 4 | 0.21 | ~165 | ยาที่มีฤทธิ์สูงมาก |
| 5 | 0.13 | ~105 | ทารกแรกเกิดและขนาดไมโคร |
ซอฟท์เจลาตินแคปซูล (softgels) ผลิตโดยใช้ กระบวนการห่อหุ้มแม่พิมพ์แบบหมุน คิดค้นโดย Robert Pauli Scherer ในปี 1933 กระบวนการซอฟเจลสร้างเปลือกและห่อหุ้มวัสดุเติมไปพร้อมๆ กันในกระบวนการทำงานต่อเนื่อง ซึ่งต่างจากการผลิตแคปซูลแข็ง
มวลเจลาตินอุ่น (ประกอบด้วยเจลาติน พลาสติไซเซอร์ — โดยทั่วไปคือกลีเซอรีนและ/หรือซอร์บิทอลที่ 20–30% ของน้ำหนักเจลาตินแห้ง — และน้ำ) จะถูกกระจายลงบนถังหล่อเย็นเพื่อสร้างริบบัวเจลาตินต่อเนื่องที่มีความหนาควบคุม โดยทั่วไป หนา 0.5 ถึง 1.2 มม . ริบบิ้นสองเส้นเกิดขึ้นพร้อมกัน — หนึ่งอันต่อครึ่งหนึ่งของแคปซูล
ริบบอนเจลาตินทั้งสองถูกป้อนจากด้านตรงข้ามเข้าไปในกลไกแม่พิมพ์หมุนซึ่งประกอบด้วยลูกกลิ้งแม่พิมพ์หมุนทวนสองอัน เมื่อริบบิ้นมาบรรจบกันที่แม่พิมพ์ วัสดุเติม (ของเหลว สารแขวนลอย หรือสารเพสต์) จะถูกฉีดจากปั๊มเติมผ่านกลไกการฉีดรูปลิ่มซึ่งวางตำแหน่งอยู่ระหว่างริบบอน แม่พิมพ์ประทับตราและปิดผนึกเจลาตินรอบๆ วัสดุเติมโดยใช้ความร้อนและแรงดัน — โดยทั่วไป 37–40°C ที่พื้นผิวแม่พิมพ์ — ในขณะเดียวกันก็ตัดแคปซูลออกจากริบบิ้นไปพร้อมๆ กัน สิ่งนี้จะสร้างแคปซูลที่ปิดผนึกอย่างแน่นหนาในการทำงานครั้งเดียว
ซอฟเจลที่เกิดขึ้นใหม่ประกอบด้วย ความชื้น 30–40% และจะต้องทำให้แห้ง พวกเขาจะถูกถ่ายโอนไปยังเครื่องอบผ้า — ถังหมุนขนาดใหญ่ที่มีการไหลเวียนของอากาศแบบปรับอากาศ — ซึ่งเครื่องจะปั่นอย่างต่อเนื่อง 2–4 ชั่วโมง เพื่อป้องกันการติดและส่งเสริมการแห้งสม่ำเสมอ การอบแห้งถาดครั้งต่อไปอาจดำเนินต่อไปได้ 24–48 ชั่วโมง ในสภาพแวดล้อมที่มีการควบคุมจนกว่าเปลือกจะมีปริมาณความชื้นสมดุลประมาณ 6–10% น้ำหนัก/น้ำหนัก .
การเติมแคปซูลเจลาตินแบบนิ่มต้องเป็นของเหลวหรือกึ่งแข็งที่อุณหภูมิในการผลิต วัสดุที่ไม่เข้ากันกับไส้ซอฟเจล ได้แก่ :
แคปซูลไฮดรอกซีโพรพิลเมทิลเซลลูโลส (HPMC) หรือที่เรียกว่าแคปซูลมังสวิรัติหรือวีแกน ได้รับส่วนแบ่งการตลาดที่สำคัญเป็นทางเลือกแทนแคปซูลเจลาติน โดยเฉพาะอย่างยิ่งสำหรับผลิตภัณฑ์ที่กำหนดเป้าหมายไปที่ผู้บริโภคที่เป็นมังสวิรัติ วีแกน ฮาลาล และโคเชอร์ กระบวนการผลิตแคปซูล HPMC ใช้หลักการการขึ้นรูปแบบจุ่มแบบเดียวกัน แต่มีความแตกต่างที่สำคัญ
| พารามิเตอร์ | เจลาตินแคปซูล | เอชพีเอ็มซี แคปซูล |
|---|---|---|
| วัสดุเปลือก | เจลาตินจากสัตว์ | โพลีเมอร์เซลลูโลสจากพืช |
| เวลาละลาย (กระเพาะอาหาร) | 3–10 นาที | 15–30 นาที |
| ความไวต่อความชื้น | สูง (เปราะต่ำกว่า 12% RH, อ่อนเหนือ 65% RH) | ต่ำกว่า — มีเสถียรภาพมากขึ้นในช่วง RH |
| ต้นทุนต่อหน่วย | $0.01–$0.05 | $0.03–$0.10 (สูงกว่าประมาณ 2–3 เท่า) |
| ความเข้ากันได้ของความเร็วในการเติม | ยอดเยี่ยม — ใช้ได้กับสารตัวเติมมาตรฐานทั้งหมด | ดี — อาจต้องมีการปรับความเร็ว |
| ความเสี่ยงจากการเชื่อมโยงข้าม | ใช่ อัลดีไฮด์และน้ำตาลรีดิวซ์สามารถเชื่อมโยงข้ามเปลือกได้ | ไม่ — ไม่ไวต่อการเชื่อมโยงข้าม |
| ความเหมาะสมของอาหาร | ไม่เหมาะสำหรับผู้หมิ่นประมาท/มังสวิรัติ | เหมาะสำหรับทุกความต้องการด้านอาหาร |
ความท้าทายที่สำคัญที่สุดประการหนึ่งในการผลิตและการกำหนดสูตรแคปซูลเจลาตินคือ การเชื่อมโยงข้ามเปลือก — ปฏิกิริยาทางเคมีที่สารประกอบที่มีอัลดีไฮด์ (จากส่วนเติมเนื้อยา วัสดุเติม หรือบรรจุภัณฑ์) ทำปฏิกิริยากับหมู่อะมิโนในสายโซ่โปรตีนเจลาติน ทำให้เกิดพันธะโควาเลนต์ที่ทำให้เปลือกแข็งและทนทานต่อการละลาย
เปลือกเจลาตินแบบเชื่อมขวางอาจผ่านการทดสอบการละลายเบื้องต้นแต่ไม่ผ่านหลังจากนั้น การเก็บรักษา 3-6 เดือน ทำให้เกิดความเสี่ยงต่อการดูดซึมอย่างร้ายแรงซึ่งมักตรวจไม่พบจนกว่าการศึกษาความเสถียรจะดำเนินไปด้วยดี การทดสอบการละลายสองชั้นของ USP ได้รับการพัฒนาโดยเฉพาะเพื่อแก้ไขปัญหานี้: แคปซูลที่ไม่ผ่านเกณฑ์การละลายมาตรฐานจะได้รับการทดสอบอีกครั้งเมื่อมีเอนไซม์ (เปปซินหรือตับอ่อน) เพื่อตรวจสอบว่าการเชื่อมโยงข้ามเป็นสาเหตุหรือไม่
ทริกเกอร์ที่ทราบสำหรับการเชื่อมโยงข้ามในระบบแคปซูลเจลาติน ได้แก่ :
กลยุทธ์การบรรเทารวมถึงการแทนที่แลคโตสด้วยน้ำตาลที่ไม่รีดิวซ์ (เช่น แมนนิทอลหรือไมโครคริสตัลไลน์เซลลูโลส) โดยใช้สารดูดความชื้นและก๊าซเฉื่อยในบรรจุภัณฑ์ การเลือกแคปซูล HPMC สำหรับสูตรผสมที่ไวต่ออัลดีไฮด์ และดำเนินการทดสอบความคงตัวแบบเร่งที่ 40°C/75% RH เป็นเวลา 6 เดือน เป็นโปรโตคอลมาตรฐาน
ผู้ผลิตแคปซูลที่จัดหาอุตสาหกรรมยาต้องดำเนินการภายใต้ cGMP (แนวปฏิบัติที่ดีในการผลิตในปัจจุบัน) กฎระเบียบที่กำหนดโดย FDA 21 CFR Parts 210/211 (US), EudraLex Volume 4 (EU) หรือแนวปฏิบัติระดับชาติที่เทียบเท่า ระบบการควบคุมคุณภาพสำหรับการผลิตแคปซูลเจลาตินครอบคลุมหลายมิติ:
นอกเหนือจากแคปซูลเจลาตินแบบแข็งและอ่อนมาตรฐานแล้ว อุตสาหกรรมแคปซูลยังได้พัฒนารูปแบบพิเศษเพื่อตอบสนองความต้องการในการจัดส่งยาเฉพาะ การปรับเปลี่ยนเหล่านี้เกิดขึ้นในระหว่างการผลิตเปลือกหรือในขั้นตอนหลังการผลิต
แคปซูลเจลาตินมาตรฐานละลายอย่างรวดเร็วในกรดในกระเพาะอาหาร (pH 1–2) สำหรับยาที่ติดกรดหรือต้องส่งไปที่ลำไส้ แคปซูลเจลาตินจะถูกเคลือบหลังการเติมด้วยโพลีเมอร์ในลำไส้ เช่น ไฮดรอกซีโพรพิล เมทิลเซลลูโลส พทาเลท (HPMCP), เซลลูโลสอะซีเตต พทาเลท (CAP) หรือยูดรากิต L100 . สารเคลือบเหล่านี้ยังคงสภาพเดิมที่ pH ในกระเพาะอาหารต่ำกว่า 5.0 แต่ละลายที่ pH ในลำไส้ที่สูงกว่า 5.5–6.0 ทำให้สามารถปล่อยลำไส้ได้ตามเป้าหมาย
แคปซูลเจลาตินชนิดแข็งสามารถเติมด้วยสูตรของเหลวหรือกึ่งของแข็ง ซึ่งเป็นเทคโนโลยีที่เชื่อมโยงความเรียบง่ายของการผลิตแคปซูลชนิดแข็งเข้ากับข้อดีด้านการดูดซึมที่มักเกี่ยวข้องกับซอฟเจล จะต้องเติมของเหลวสำหรับแคปซูลแข็ง ไม่มีน้ำหรือมีน้ำน้อยกว่า 10% เพื่อป้องกันไม่ให้เปลือกนิ่ม หลังจากบรรจุแล้ว แคปซูลจะถูกปิดผนึกโดยใช้แถบรัด (แถบเจลาตินพันรอบจุดเชื่อมต่อของฝาปิด-ตัว) การปิดผนึกด้วยความร้อน หรือการเชื่อมแบบหมุน รูปแบบนี้แสดงให้เห็นประโยชน์โดยเฉพาะในการปรับปรุงการดูดซึมของยาที่ละลายได้ต่ำ BCS Class II และ IV ผ่านระบบนำส่งยาที่ใช้ไขมัน (LBDDS)
นอกเหนือจาก HPMC แล้ว ยังมีวัสดุเปลือกทางเลือกสำหรับการใช้งานเฉพาะอีกด้วย แคปซูลพูลลูแลน (ทำจากมันสำปะหลังหมัก) มีคุณสมบัติกั้นออกซิเจนที่ดีเยี่ยม โดยมีอัตราการส่งผ่านออกซิเจนโดยประมาณ ต่ำกว่าเจลาตินถึง 10 เท่า — ทำให้เหมาะสำหรับวัสดุเติมที่มีความไวต่อออกซิเดชั่นสูง แคปซูลที่ใช้แป้งเป็นอีกทางเลือกหนึ่งที่ปราศจากสัตว์ แต่มีการใช้กันน้อยกว่าเนื่องจากความเปราะบางและความท้าทายในการประมวลผลที่สูงขึ้น
โดยทั่วไปแล้วเปลือกแคปซูลเจลาตินนั้นไม่ได้ใช้เพื่อให้ได้การปลดปล่อยแบบดัดแปลง - ฟังก์ชันนั้นมักจะรวมอยู่ในการเติม (เม็ดเคลือบ, เม็ดเล็ก, เม็ดควบคุมการปลดปล่อย) อย่างไรก็ตาม แคปซูลเจลาตินเป็นภาชนะที่เหมาะสำหรับบรรจุประชากรเม็ดจำนวนมากซึ่งมีรูปแบบการปล่อยที่แตกต่างกัน ตัวอย่างเช่น แคปซูลเจลาตินแข็งขนาด 0 สามารถมีส่วนผสมของได้ เม็ดที่ปล่อยออกมาทันทีและเม็ดที่ปล่อยออกมานาน 8 ชั่วโมง ในแคปซูลเดียว สร้างโปรไฟล์การปลดปล่อยแบบไบเฟสซิกจากขั้นตอนการผลิตง่ายๆ
เปลือกแคปซูลเจลาตินเปล่าเป็นเพียงส่วนหนึ่งของเรื่องราวเท่านั้น กระบวนการบรรจุซึ่งดำเนินการที่ผู้ผลิตยา องค์กรพัฒนาตามสัญญาและการผลิต (CDMO) หรือร้านขายยาแบบผสม มีความสำคัญเท่าเทียมกันต่อคุณภาพผลิตภัณฑ์ขั้นสุดท้าย
ตัวบรรจุแคปซูลอุตสาหกรรม (จากผู้ผลิต เช่น IMA, Bosch/Syntegon และ MG America) ทำงานโดยมีการเคลื่อนที่อย่างต่อเนื่องหรือไม่สม่ำเสมอ โดยจะเปิดเปลือกแคปซูลที่ล็อคไว้ล่วงหน้า เติมปริมาณของผง เม็ด หรือของเหลวให้เต็มร่างกาย จากนั้นปิดและดีดแคปซูลที่บรรจุไว้ออกมา อัตราเอาท์พุตสำหรับฟิลเลอร์โรตารีความเร็วสูงมีตั้งแต่ 150,000 ถึง 500,000 แคปซูลต่อชั่วโมง . การควบคุมความแปรผันของน้ำหนักสามารถทำได้ผ่านเครื่องตรวจสอบน้ำหนักบนสายพานอัตโนมัติที่ปฏิเสธแคปซูลที่อยู่นอกเกณฑ์ความคลาดเคลื่อนของข้อกำหนดโดยทั่วไป ±5% ของน้ำหนักเติมเป้าหมาย สำหรับการเติมผง
สำหรับการผลิตส่วนผสมปริมาณน้อยหรือการผลิตการทดลองทางคลินิก แผ่นบรรจุแคปซูล (Torpac, เครื่องแคปซูล) อนุญาตให้บรรจุด้วยตนเอง 50 ถึง 300 แคปซูลต่อชุด . ตัวเติมแบบตั้งโต๊ะกึ่งอัตโนมัติเชื่อมช่องว่างและการจัดการ 5,000 ถึง 50,000 แคปซูลต่อชั่วโมง และเป็นเรื่องปกติในการดำเนินงานด้านเภสัชกรรมขนาดเล็กและการตั้งค่าการผสมแบบพิเศษ
การเติมแคปซูลเจลาตินชนิดแข็งต้องเกิดขึ้นในสภาพแวดล้อมที่มีการควบคุม พารามิเตอร์ที่สำคัญที่สุดคือความชื้นสัมพัทธ์: เปลือกเจลาตินจะเปราะเกินกว่าจะรับมือด้านล่างได้ ความชื้นสัมพัทธ์ 30% และด้านบนอ่อนเกินไปและไม่มีรสนิยมที่ดี ความชื้นสัมพัทธ์ 60% . สภาพห้องบรรจุมาตรฐานคือ 20–25°C และ 40–55% RH . ในสภาพอากาศชื้น ห้องเติมต้องมีการลดความชื้นแบบแอคทีฟด้วยระบบ HVAC ที่ได้รับการตรวจสอบแล้ว
สำหรับบริษัทยา แบรนด์อาหารเสริม และ CDMO การเลือกผู้จำหน่ายแคปซูลเจลาตินที่เหมาะสมจำเป็นต้องมีการประเมินในหลายๆ มิติ นอกเหนือจากราคาพื้นฐานต่อพันแคปซูล
ที่อยู่อีเมลของคุณจะไม่ถูกเผยแพร่ ช่องที่ต้องกรอกถูกทำเครื่องหมายไว้ *
หากคุณต้องการเรียนรู้เพิ่มเติมเกี่ยวกับผลิตภัณฑ์ของเรา โปรดติดต่อเราและเราจะพยายามอย่างเต็มที่เพื่อช่วยเหลือคุณ

